Smart technology replaces costly mechanical devices

Usually production lines are composed of individual stations that are linked by handling. The transportation and handover of correctly positioned parts are realized by sophisticated devices that have been accurately adapted to respective parts. Whenever products are changed, this entails comprehensive conversion works.
Considering today’s increasingly small batch volumes (demand-oriented production), this adversely affects plant flexibility. Innovative solutions, comprising camera-based parts recognition, robots and linear conveyors, that don’t require any special appliances and are capable of separating, picking, measuring and putting down bulk material at a high level of precision, are an attractive alternative.
Considering today’s increasingly small batch volumes (demand-oriented production), this adversely affects plant flexibility. Innovative solutions, comprising camera-based parts recognition, robots and linear conveyors, that don’t require any special appliances and are capable of separating, picking, measuring and putting down bulk material at a high level of precision, are an attractive alternative.
“Our final customer is a leading Swiss manufacturer of secateurs and loppers as well as other cutting devices for horticulture, agriculture and the industry“, says MSc David Leuzinger, Head of Automation & Robotics at Compar AG, based in Pfaeffikon SZ (Switzerland). When it comes to the cutting blades used, the company fully relies on Swiss quality to address mainly professional customers. However, they are constantly facing the pricing pressure caused by low-cost products. In order to also offer customers who decide for high quality attractive prices, the company thus uses every chance to reduce the blades’ production costs. Therefore, blades are produced making use of fully-automated and highly productive plants. Having subsidiaries in numerous countries on all continents, this cutting tool manufacturer ranks among the world market leaders. Constant innovation is integral part of their corporate philosophy. Their products are continuously improved and advanced. Additionally, the product range is enhanced by new solutions for other application fields.

Flexibility as a Challenge
“When it comes to automating such production lines, apart from a high productivity level, quick retooling times are becoming increasingly important today“, D. Leuzinger explains. Products need to be made in more and more variants which reduces the batch volumes at the same time. To that come limited special programs like producing spare parts in comparatively low volumes. Rather small serial batch volumes frequently affect the overall productivity by extended retooling times. The same applies to handling systems that account for the flow of parts upstream, in between and downstream individual production plants. Previously, mechanical systems with equipment precisely adapted to the respective product were frequently used for this step. But even though such systems are robust, reliable and fast, they often require longer downtimes when products change. When an older production plant had to be replaced now, the customer was thus looking for an alternative feed option for the components delivered in bulk. The new system was supposed to provide minimum retooling times and at the same time the same level of reliability. Moreover, an extremely high positional accuracy at the handover to the subsequent process was required.
Image Recognition instead of Mechanics
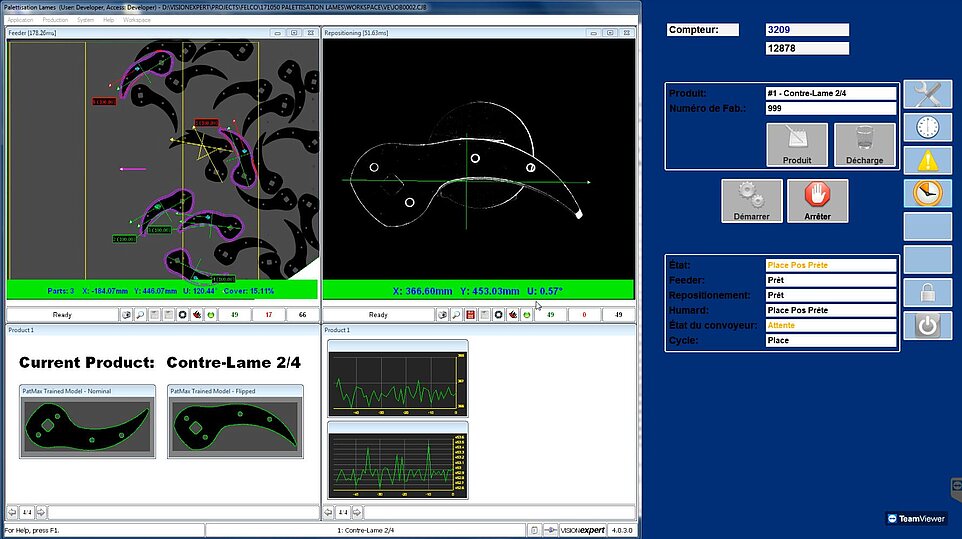
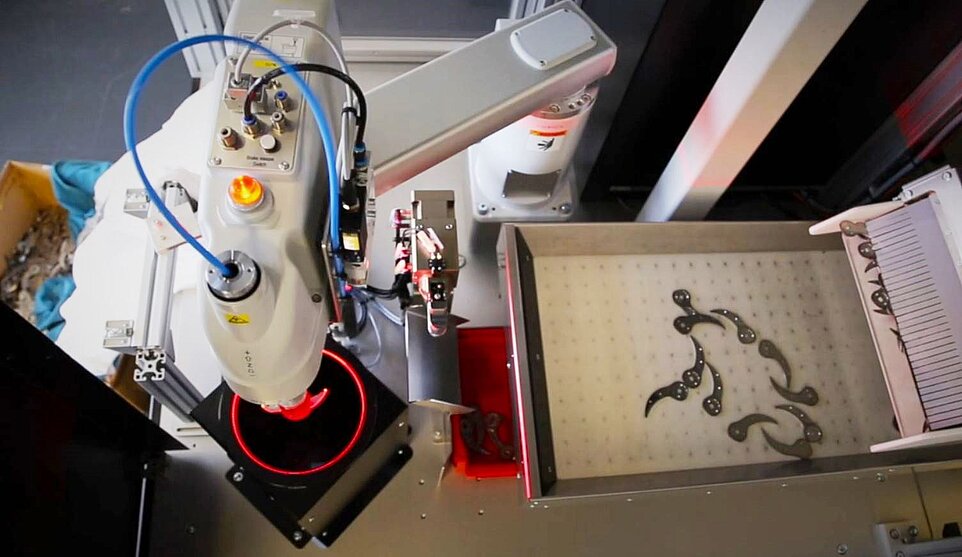
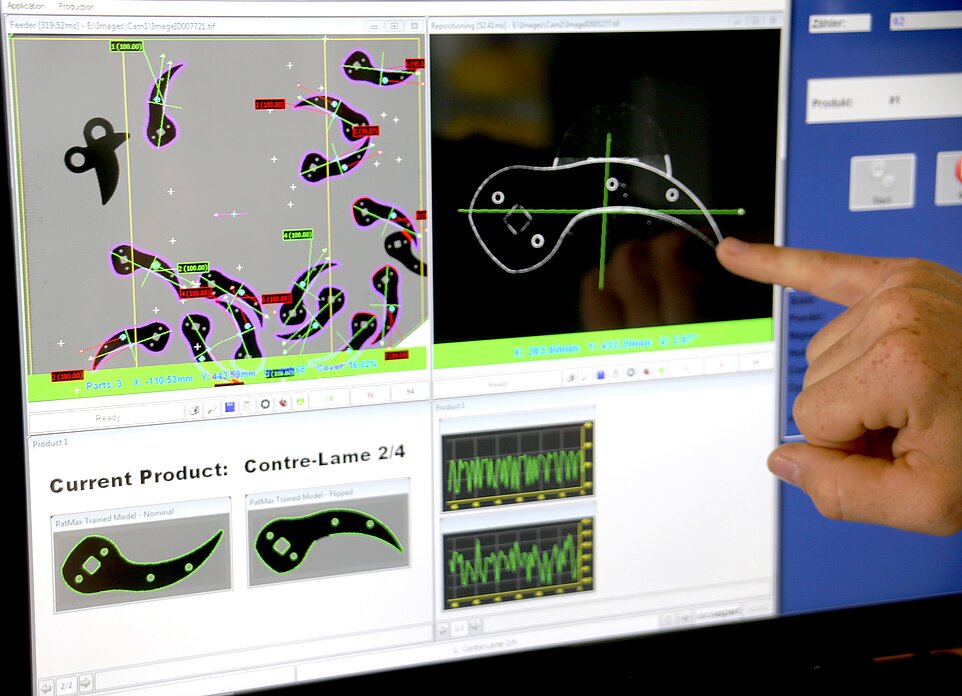
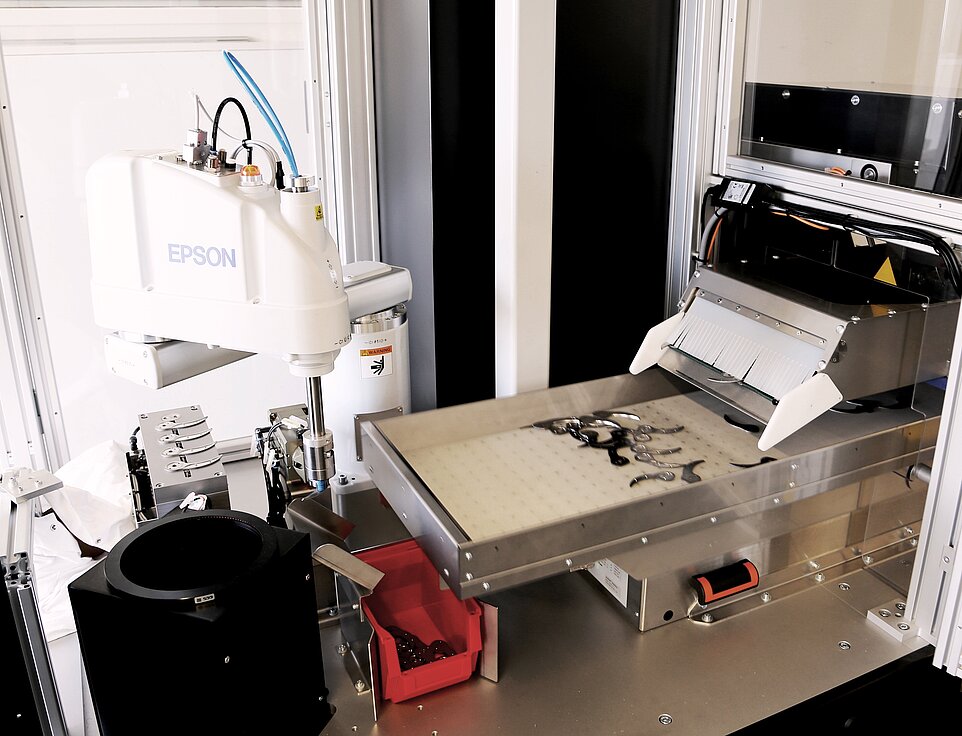
“For this purpose, we have elaborated a concept that comprises not more than 3 components – vision system, robot and feeder”, says D. Leuzinger. The items to be sorted are various blades for scissors, part of which are delivered as unmachined, the other part as rough-machined blank parts in bulk. A bag conveyor transports the delivered parts to the dosing bin, which shakes portions of them onto a production platform where they do not only rest on next and on top of each other in chaotic order - some of them are even turned upside down. A SCARA robot serves to pick these parts up. Its vacuum gripper has been designed to be capable of handling the entire range of those parts. The production platform’s bottom has been made from a special plastic variant which is transparent for infrared light. Since it is consistently illuminated by IR light from below, the camera above it “perceives” it as light-table, which provides sharp outlines of the parts placed on it. The recognition process requires only 200 milliseconds. Software platform VISIONexpert® developed by Compar classifies non-overlapping parts based on the criteria “OK”, “twisted and OK” or “unknown”. The latter category comprises overlapping as well as incorrect parts, which includes diversions and NOK parts.


Sorting Strategy
“The system’s top priority is to supply the subsequent process at the right cycle time”, D. Leuzinger emphasizes. For that reason, the robot first picks those parts that are okay and in the right folding position. To facilitate that, the gripper is turned to match with the respective part’s position and aligned accordingly. The picked part is then taken to a second camera station, where a camera installed on the bottom side measures it at an accuracy of ± 0.02 mm. Depending on the result and what is required for the process, it is either handed over to the subsequent process, applying a high level of positioning and orientation accuracy, taken to a four-fold buffer station, or discarded in the rejects container.
Twisted parts are then given secondary priority. They, too, are picked accurately and taken to a turning station, where a universal clamping device serves to pick and turn them in the right position. Thereafter, the robot picks the part back up again, takes it to precision measuring, and from there on the process described above is carried out.
"Smart Peripherals"
“It is also important how the system interacts with feed units and read station“, D. Leuzinger explains. The bag conveyor keeps the horizontally positioned dosing bin filled at all times. The dosing bin releases small amounts of material onto the picking table. Feeding is based on the extent to which the sorting station’s surface is covered. A too high level of coverage would result in many overlapping parts which affects good recognition. To support the recognition process, the picking table is capable of targeted and regulated horizontal as well as vertical shaking motions. When moving vertically, overlapping parts are thrown upwardly and separated so that their contours can be made out. Horizontal shaking allows for moving the material forward or backward on the table, just as intended. In the latter case, e.g. excess material unintentionally released can be moved out of the vision range. Moreover, the picking table can thus be cleared completely in the event of product changes. The VISIONexpert® software controls these features of the peripheral equipment in such manner so that recognition and sorting are optimized.

Easy to use
“Another key advantage of this system is its ease-of-use“, proudly says D. Leuzinger. Prior to its delivery, the system was taught to recognize two different types of components only. The customer can independently and easily configure the system to recognize additional parts by feeding the system with them and putting it into teach-mode. Once the system has been taught to recognize specific parts these are identified by their geometry. Apart from its ability to learn how to identify new parts, the system also operates nearly independently in the event of product changes because mechanical retooling is not required. The time required to execute product changes is just a few minutes and mainly accounts for clearing and refilling the conveyor line. All it takes to change the program is pushing a few buttons. Except for that, foreign matter imported that the sorting algorithm is not capable of recognizing and that thus cannot be picked might have to be removed.
Various additional options
“Next to the options described here, our solution provides numerous other opportunities“, D. Leuzinger confirms. This includes e.g. full-fledged 3D-recognition that allows for identifying parts with symmetrical contours and different surface structures even if they are positioned „upside down“. All that this option requires is an extra camera station. Parts cannot only be identified based on what the system has been taught but also by comparing the geometry measured to existing CAD geometry data. Basically, this facilitates recognizing, checking and sorting even smallest quantities of multiple mixed parts. Moreover, there is potential for other options like identification e.g. by reading data matrix or QR codes. Thanks to the potential this flexible handling cell provides, Compar meets the key requirements towards smart factories in the 4.0 industrial era already today.